

купить магнитный сепаратор железа 1200 Гаусс
Когда слышишь запрос 'купить магнитный сепаратор железа 1200 Гаусс', сразу видишь человека, который уже немного в теме, но, возможно, ещё не до конца осознаёт, что на деле важнее не просто цифра в 1200 Гаусс, а как эта индукция держится в рабочей зоне и что происходит с сепаратором через полгода интенсивной работы. Многие думают, что купил устройство с нужной цифрой — и все проблемы решены. На деле же, это только начало истории.
Почему именно 1200 Гаусс? Контекст применения
Цифра 1200 Гаусс — это не случайная величина. В переработке шламов, вторичного сырья, при очистке материалов от мелких ферромагнитных включений это часто тот самый рабочий порог, когда уже уверенно извлекается железо, но при этом не начинают 'липнуть' слабомагнитные частицы, которые в конкретном процессе могут быть ценным продуктом. Я видел случаи, когда заказчик, наслушавшись общих рекомендаций, ставил сепаратор на 1500 Гаусс для очистки стеклобоя, а потом долго разбирался, почему выход продукта упал — а там просто магниты начали захватывать нужные фракции.
Здесь важно смотреть на кривую намагничивания конкретного материала. Для чистого железа — да, 1200 Гаусс более чем достаточно. Но если в материале есть окалина, коррозия, легированные стали, картина меняется. Иногда приходится на месте, на уже работающей линии, замерять реальную остаточную намагниченность извлекаемых частиц, чтобы понять, не 'перебрали' ли мы с мощностью. Это та самая практика, которой нет в каталогах.
И ещё момент — источник этой индукции. Постоянные магниты на основе редкоземельных металлов, те же NdFeB, или ферритовые батареи? Для 1200 Гаусс в зазоре рабочей зоны барабанного или подвесного сепаратора сейчас почти стандартом стали именно неодимовые системы. Они дают стабильное поле, но их температурный режим — отдельная тема. Перегрел на солнце в некондиционируемом цеху — и можешь потерять до 10-15% мощности безвозвратно. Об этом почему-то часто забывают при выборе.
Конструкция сепаратора: на что смотреть после цифр
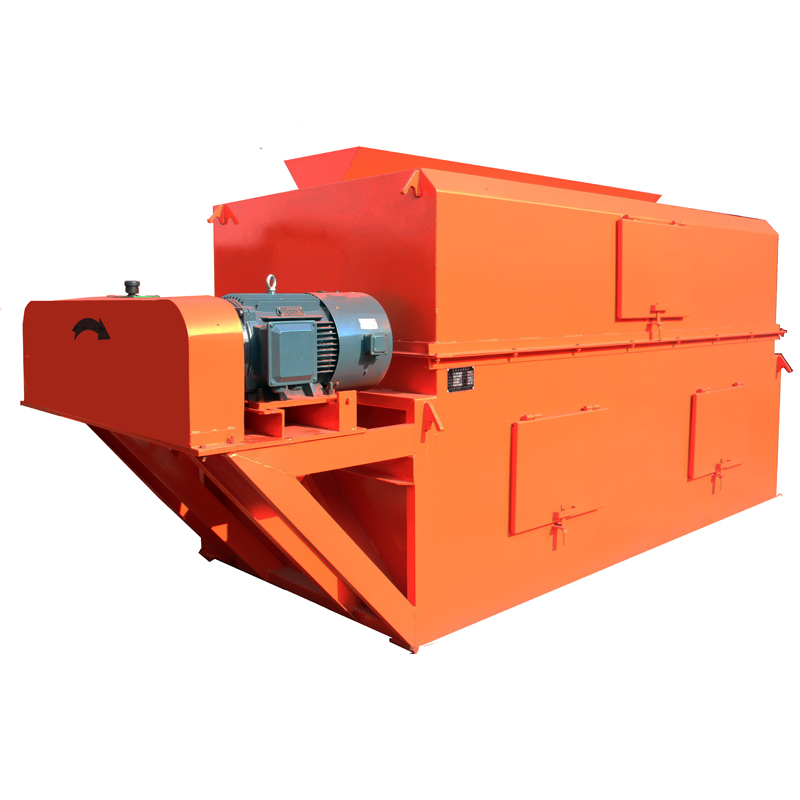
Итак, с магнитными характеристиками вроде определились. Но сепаратор — это не просто магнит в корпусе. Возьмём барабанный сепаратор для сыпучих материалов. Ключевое — как организована разгрузка немагнитной фракции и сброс магнитной. Если магнитная фракция плохо снимается (а при 1200 Гаусс сила притяжения серьёзная), начинается налипание, самоочистка не работает, и через пару часов эффективность падает до нуля. Видел конструкции, где проблему пытались решить просто увеличением зазора между барабаном и кожухом — в итоге поле в зоне зазора просело до 800 Гаусс, и весь смысл терялся.
Качество исполнения барабана — отдельная боль. Он должен быть немагнитным (обычно нержавейка), но при этом выдерживать ударную нагрузку от материала. Были прецеденты с дешёвыми аппаратами, где барабан делали из обычной стали и просто покрывали тонким слоем 'нержавейки'. Через месяц-другой абразивный материал стирал покрытие, под него попадала влага, и вся конструкция начинала ржаветь прямо в магнитном поле, что в итоге влияло на чистоту разделения.
И конечно, привод. Кажется, мелочь? Но если привод не обеспечивает стабильную, именно стабильную, а не просто постоянную скорость вращения барабана, то материал проходит зону разделения с разной экспозицией. Результат — то недобор железа, то, наоборот, чрезмерный унос. Для тонких фракций это критично. Рекомендую всегда смотреть на возможность плавной регулировки скорости и на наличие частотного преобразователя в комплекте, даже если это увеличивает начальную стоимость.
Опыт с конкретными поставщиками и кейс с Баотоу Сингуан
На рынке много игроков, но когда нужна не просто 'коробка с магнитами', а аппарат, который будет работать годами в жёстких условиях, начинаешь ценить производителей с историей и собственным производством полного цикла. Вот, например, ООО Баотоу Сингуан Магнитное Горное Оборудование (сайт — btxgcx.ru). Компания основана ещё в 1996 году и позиционируется как крупнейший производитель магнитной продукции на северо-западе Китая. Почему это важно? Потому что они контролируют процесс от литья магнитных сплавов до сборки готового сепаратора.
Работал с их аппаратами на одном из предприятий по переработке металлургических шлаков. Ставили как раз барабанный сепаратор с заявленными 1200 Гаусс в рабочем зазоре. Первое, что отметил — в паспорте была не просто одна цифра, а график распределения магнитного поля по длине и окружности барабана. Это признак серьёзного подхода. На практике поле было довольно ровным, просадок на краях не было, что сразу сказалось на равномерности извлечения.
Но не обошлось без проблем. В комплекте шёл стандартный кожух из углеродистой стали. В нашем случае материал был с высокой влажностью, и через три месяца появились первые очаги коррозии. Пришлось локально дорабатывать — заказывать у них же кожух из нержавеющей стали. Их инженеры отреагировали быстро, прислали чертежи на согласование. Это показало, что компания готова к диалогу и не просто продаёт типовое решение, а может его адаптировать. К слову, на их сайте btxgcx.ru в разделе продукции можно увидеть, что многие модели как раз предлагаются в разном исполнении по материалу корпуса, что подтверждает их гибкость.
Типичные ошибки при монтаже и эксплуатации
Допустим, сепаратор выбран правильно. Но большая часть неудач случается на этапе монтажа и в первые недели работы. Самая частая ошибка — неправильная ориентация аппарата относительно потока материала. Магнитное поле — не изотропно, у него есть зона максимальной активности. Если подавать материал не в ту зону, эффективность резко падает, несмотря на паспортные 1200 Гаусс. Инструкции часто читают вполглаза.
Вторая ошибка — пренебрежение предварительной магнитной сепарацией. Если в материале есть крупные куски железа, они могут повредить барабан или, что хуже, намертво примагнититься и остановить вращение. Всегда советую ставить простейший подвесной магнитный уловитель ('железоотделитель') на этапе загрузки, чтобы снять самые крупные и опасные включения. Это продлевает жизнь дорогому сепаратору в разы.
И третье — отсутствие регулярного контроля. Поле постоянных магнитов со временем всё же слабеет, особенно при температурных перепадах и вибрациях. Раз в полгода стоит замерять индукцию в рабочем зазоре обычным тесламетром. Упала до Гаусс? Пора бить тревогу и смотреть либо на перемагничивание (если конструкция позволяет), либо на замену магнитных систем. Вовремя не заметил — и потеря качества продукта становится неизбежной.
Выводы и что в итоге считать правильным выбором
Так что же значит 'купить магнитный сепаратор железа 1200 Гаусс' по-настоящему? Это значит купить не просто аппарат с заданным параметром, а комплексное решение. Решение, которое включает в себя правильный выбор типа сепаратора (барабанный, подвесной, роторный) под конкретный материал и его гранулометрию, качественную конструкцию, рассчитанную на реальные нагрузки, и, что очень важно, техническую поддержку от производителя.
Цифра 1200 Гаусс — это хороший ориентир, отправная точка для диалога. Но дальше нужно углубляться в детали: как обеспечивается это поле, из каких материалов сделан аппарат, какие есть опции для адаптации под ваши условия. Как показывает опыт, работа с производителями вроде ООО Баотоу Сингуан, которые сами делают магниты и собирают под них оборудование, часто оказывается более предсказуемой. Они могут аргументированно объяснить, почему в их сепараторе стоит та или иная конфигурация магнитных систем, а не просто сослаться на каталог.
В конечном счёте, успех определяет не табличка с техническими характеристиками на корпусе, а количество чистого продукта на выходе и межремонтный интервал. И здесь каждый практический нюанс, каждый учтённый опыт прошлой неудачи (вроде того кожуха из обычной стали) оказывается ценнее самой красивой цифры в рекламном буклете. Выбор всегда за вами, но выбирать стоит с оглядкой на то, как аппарат будет вести себя не в идеальных условиях лаборатории, а в вашем цеху, через год напряжённой работы.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Ленточный электромагнитный сепаратор
Ленточный электромагнитный сепаратор -
 Оборудование для предотвращения парафиновых отложений
Оборудование для предотвращения парафиновых отложений -
 Сухой барабанный сепаратор для порошковой руды модели CTGA с редкоземельным постоянным магнитом и сверхчистым железным концентратом
Сухой барабанный сепаратор для порошковой руды модели CTGA с редкоземельным постоянным магнитом и сверхчистым железным концентратом -
 Магнитный сепаратор полупротивоточного типа модели CTB
Магнитный сепаратор полупротивоточного типа модели CTB -
 Постоянный магнитный железоотделитель
Постоянный магнитный железоотделитель -
 Ильно – магнитное устройство для удаления накипи внутреннего типа модели GCQ
Ильно – магнитное устройство для удаления накипи внутреннего типа модели GCQ -
 Маслоохлаждаемый дисковый электромагнитный сепаратор
Маслоохлаждаемый дисковый электромагнитный сепаратор -
 Дисковый электромагнитный сепаратор
Дисковый электромагнитный сепаратор -
 Магнитный сепаратор полнопротивоточного типа модели CTN
Магнитный сепаратор полнопротивоточного типа модели CTN -
 Устройство для удаления накипи внешнего магнитного типа модели WC
Устройство для удаления накипи внешнего магнитного типа модели WC -
 Тип CTGA2 редкоземельный постоянный магнит двойной цилиндр картридж порошок руды сухой разделение
Тип CTGA2 редкоземельный постоянный магнит двойной цилиндр картридж порошок руды сухой разделение -
 Магнитный сепаратор прямоточного типа модели CTS
Магнитный сепаратор прямоточного типа модели CTS
Связанный поиск
Связанный поиск- Рынок оборудования для горнодобывающей промышленности
- дешево Барабанный магнитный сепаратор
- Китай Снижение вязкости трубопровода
- Отличный производитель сепаратора диаметром 1.4 метра
- Китай магнитный сепаратор железа 1200 Гаусс
- Китай Сухой магнитный сепаратор 5000 Гаусс
- Магнитный сепаратор фото
- Китай Неодим-железо-борный постоянный магнитный сепаратор железа
- Производитель магнитных сепараторов БС 90/150
- Ведущий производитель внутренних сильных магнитных очистителей







